1Licenciada en Química, Joven investigador Grupo Tecnologías Ambientales y Química Teórica, Universidad Militar Nueva Granada, Bogotá, Colombia.
E-mail:nelly.morales@unimilitar.edu.co
2Química, M. Sc., Coordinadora y docente Departamento de Química, Investigador Grupo Tecnologías Ambientales y Química Teórica. Universidad Militar Nueva Granada, Bogotá, Colombia. gema.
E-mail:acosta@unimilitar.edu.co
Fecha de recepción: 27 de abril de 2010 Fecha de aprobación: 28 de mayo de 2010
RESUMEN
El presente artículo muestra la segunda fase del proyecto "implementación y evaluación de un sistema piloto de electrocoagulación como tratamiento de aguas residuales con fines de reuso. Estudio de caso: aguas residuales industriales de origen galvánico". Para su desarrollo, se valoró y optimizó un prototipo existente en la universidad, a partir de ensayos realizados en aguas residuales con contenido de metales, implementando un porcentaje mayor al 47% para la remoción de metales pesados como Cr+6, Pb y Zn de tales aguas, mediante proceso de electrocoagulación. Para el estudio, se utilizaron 10L de agua residual correspondientes al vertimiento de la empresa Compañía eléctrica ltda. Los análisis se hicieron, mediante la confrontación de parámetros de Cu, Cr, Cr+6, Ni, Pb y Zn, antes y después del tratamiento de electrocoagulación. Se obtuvo una reducción en Cr del 51.65%, donde el valor arrojado está por debajo de los estándares establecidos en materia de vertimientos (Res. No 1074 28 Oct. 1997), Ni del 18.09%, Pb del 50%, Zn del 47.37%, los cuales a pesar de la remoción producida, tienen valores superiores a lo estipulado en esta normativa. El Cu tuvo un aumento del 519.48%, debido a la placa empleada para el tratamiento. Los valores promedio obtenidos durante los ensayos fueron: pH: 3.18, conductividad: 21.83 mS/m y temperatura: 48.5 °C. A pesar de que los valores de las variables y los parámetros no se encuentran dentro de los rangos generalmente expuestos por la literatura consultada para sistemas de electrocoagulación con aguas residuales, se obtuvo una reducción relevante en cuanto a la presencia de los metales estudiados.
Palabras clave: Aguas residuales galvánicas, electrocoagulación, metales pesados, celda electrolítica.
ABSTRACT
This paper shows the second phase of the project "implementation and evaluation of an Electro-coagulation pilot test as Treatment of Wastewater to be reused. Case Study: Industrial Wastewater Galvanic source." For its development, a prototype located at the university was evaluated and optimized from wastewater tests, implementing a percentage higher than 47 % to remove heavy metals, such as Cr+6, Pb and Zn by electro-coagulation. This study used to 10 l wastewater from Compañía eléctrica ltd. Was used. Analysis was made by comparing Cu, Cr, Cr+6, Ni, Pb and Zn parameters before and after electro-coagulation treatment. There was a Cr 51,65 % decrease, where value achieved is below standards set regarding waste (resolution no 1074 28 Oct. 1997), Ni 18,09 %, Pb 50 %, Zn 47,37 %, despite their removal have produced higher values than legislation parameters. There was a Cu 519,48 % increasing due to the plate used by treatment. Average values during tests were pH: 3,18; conductivity: 21,83 mS/m; and temperature: 48,5°C. Although variable and parameter values are not generally within those given in accordance to literature with wastewater electro-coagulation, there was a signifcant reduction in the presence of metals studied.
Key words: galvanic wastes waters, electrocoagulation, heavy metals, electrolytic cell.
INTRODUCCIÓN
En Colombia, la legislación ampara la protección del buen uso del agua y la restricción de sustancias que pueden alterar su ciclo normal, por ejemplo: la Resolución 1074 de 1997, establece los estándares ambientales en materia de vertimientos. Sin embargo, a pesar de tener herramientas legales suficientes para hacer cumplir los parámetros requeridos por normas ambientales internacionales, el sector industrial colombiano viene proponiendo desde hace poco tiempo, con respecto de países industrializados o en vía de industrialización como Brasil, alternativas de solución para disminuir sus fuentes contaminantes.
El sector de la galvanotecnia conforma un renglón de importancia en la competitividad del mercado interno del País, hace parte de la Cadena Productiva Metalmecánica y comprende todos aquellos procesos de recubrimiento vía electrolítica sobre diferentes superficies asociadas a motivos decorativos y de protección contra la corrosión. Hay varios aspectos críticos en el control del proceso y generación de residuos, dentro de los cuales se destaca el consumo de agua en los baños del proceso, en las etapas de lavado y enjuague. Las descargas de estas aguas residuales están compuestas por efluentes caracterizados por su carga contaminante tóxica en términos de su contenido de cianuro, metales pesados como el cromo hexavalente, ácidos y álcalis. El volumen total de las aguas residuales descargadas por la industria galvanotecnia en Bogotá, no puede ser calculado exactamente, pero el volumen estimado es igual o mayor a 3.000 m3/mes con base en el número total de compañías. [1]
Como medida de acción para prevenir la contaminación por parte de las aguas residuales, se debe dar prioridad a las buenas prácticas, la reducción en origen y el reciclaje en la fuente. Estas actividades economizan el tratamiento posterior de recolección, tratamiento y disposición, además de disminuir los riesgos ambientales para el entorno en general [1], [5], [6], [7].
En pro de beneficiar el reciclaje en la fuente, se dispone de varias alternativas de gestión ambiental en galvanotecnia, que dependen del tipo de actividad que se desarrolle en cada empresa. Específcamente, la empresa con la cual se desarrolla el proyecto, Compañía eléctrica ltda., se enfoca en la fabricación de herrajes para redes de comunicación y telecomunicaciones, estructuras metálicas, torres para líneas de transmisión de energía y telecomunicaciones, torrecillas y pórticos de subestaciones, en servicio de galvanización por inmersión caliente [2]. Para la elaboración de estos productos, el procedimiento industrial desarrollado es galvanizado en caliente [2], [3] y [4], que consiste en sumergir piezas de hierro o acero, superfcialmente limpias, en un baño de zinc fundido para que por la reacción con el hierro, se forme un recubrimiento protector, que proporciona a la pieza, propiedades anticorrosivas, dureza, resistencia al impacto y a la abrasión.
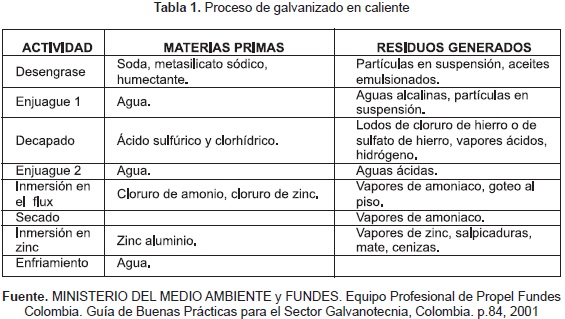
Existen tres tipos de galvanizado en caliente: uno con electrolitos de zinc cianurados en alta o media concentración de cianuro; otro, con electrolitos ácidos y; finalmente otro, exento de los electrolitos cianurado que se denomina alcalino. Los tres permiten tratar las aguas residuales a un bajo costo. Sin embargo, se realizan las mismas operaciones que todo proceso de galvanotecnia: desengrase, enjuague 1, decapado, enjuague 2, baño de fux, secado, inmersión del zinc fundido, enfriamiento (tabla 1). Es relevante destacar los residuos generados en cada una de estas actividades, para determinar posibles tratamientos. Según el objetivo del proyecto que dio lugar a este documento, los residuos generados en el enjuague 2, son el objeto de estudio.
Uno de los tratamientos para las aguas residuales generadas en el galvanizado, tiene que ver con el empleo del principio de la electroquímica, según métodos tradicionales como: electrocoagulación, electrofotación y electrodecantación [3], [5], pues ofrecen ser una alternativa eficiente para la remoción de sustancias presentes en los efluentes industriales. Estos métodos poseen ventajas económicas y ambientales sobre los métodos tradicionales de remoción con empleo de productos químicos. Entre las ventajas de los métodos electroquímicos, se encuentran los beneficios ambientales, la eficiencia de energía, la seguridad, la facilidad de automatización del proceso y los bajos costos.
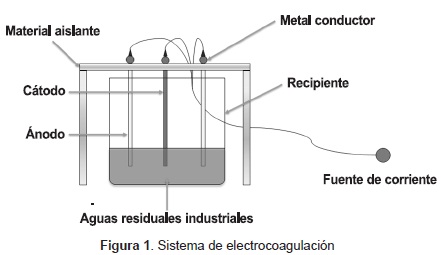
El reactor electroquímico utilizado con esta clase de tecnología, se puede considerar como una celda electrolítica cuyos elementos conductores de corriente o de sacrifcio (ánodos o electrodos de trabajo y cátodos o electrodos inertes), son sumergidos en el fluido por tratar (que contiene los metales o sustancias que van a ser retirados), y que es aprovechado como medio electrolítico. Para que el reactor funcione, se requiere de una fuente externa de energía eléctrica que origina las reacciones electroquímicas como consecuencia del flujo de electrones entre los electrodos metálicos y los compuestos presentes en el efluente, generando los procesos de reducción en el cátodo (conversión de los protones del agua en hidrógeno), y los de oxidación en el ánodo (que produce iones metálicos y oxígeno, este último proveniente de la hidrólisis del agua). Cuando esto ocurre, los contaminantes forman componentes hidrofóbicos que se precipitan o flotan, facilitando su remoción por algún método de separación secundario [6], [7] y [8] (figura 1).
Aunque la electrocoagulación no es una tecnología nueva, ha sido estudiada con fines académicos para lograr un impacto positivo en el sector de la galvanotecnia del País; sin embargo, no se ha logrado que esta propuesta tenga un auge en el sector industrial. Sin embargo, ha logrado alcanzar un aprovechamiento comercial importante en el tratamiento puntual de algunos contaminantes y se ha ubicado como una técnica de mayores ventajas comparativas con respecto a las tecnologías tradicionales de tratamiento [6] y [9].
1. METODOLOGÍA
1.1. DISEÑO DEL PROTOTIPO
El prototipo que existe en la Universidad, está construido en acrílico y consta de un conjunto de tres placas metálicas, dispuestas en forma vertical, dos de hierro y una de cobre. La placa de cobre tiene una polaridad negativa (cátodo), y las dos de hierro una polaridad positiva (ánodos), que cumplen la función de electrodos en paralelo dentro de la celda electrolítica (figura 1), cuyas dimensiones son de 10 cm x 17.6 cm, con capacidad para unos 8 L de aguas residuales galvánicas en una única zona de operación.
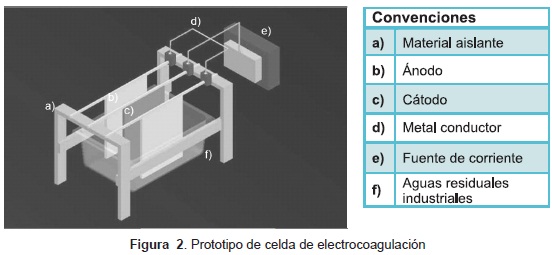
Las deficiencias generadas por este diseño, estuvieron relacionadas con el control de factores como: dimensiones de las placas, 10 cm x 17.6 cm y espesor de 5 mm, no benefició una rápida producción de flocs en relación con el tiempo; distancia entre electrodos 3 cm, que al ser una distancia corta para las dimensiones de las placas, infuyó en la disminución de la densidad de corriente; pH, rango 1.52 - 2.73, al estar muy por debajo de los valores de pH referenciados [7], [9] (rango de pH entre 5 - 6), hace que la reacción dada en la celda no se dé fácilmente y no se dé en un su máximo rendimiento de producto; conductividad, rango 0.2 - 0.6 mS/m, muestra que en el transcurso de la reacción no se está permitiendo el paso de la corriente, y temperatura, rango 37.5 - 39 °C, que baja con respecto de la energía que debería liberarse en este tipo de reacciones, la cual está en un rango de 50-60 °C. Todos estos factores, según la literatura [6], [10], [11], [12], [13], presentaban valores muy por debajo para sistemas de electrocoagulación aplicados en aguas residuales. Por esta razón se mejoró el diseño del prototipo: mayor distancia entre placas (paso de 3 cm a 6 cm entre ellas), menor tamaño de placas (de 10 cm x 17.6 cm y 5 mm de espesor se paso a 3.725 cm x 9.91 cm de largo y 3 mm de espesor), material (de hierro (ánodo) y cobre (cátodo) se pasó a cobre (cátodo) y aluminio (ánodo), y la capacidad del prototipo pasó de 8L a 10L (figura 2).
Se siguió con el principio de un reactor tipo bach por ser más sencillo y de menor costo, bajo un tratamiento específico para aguas residuales determinadas, con el proceso de electrocoagulación - flotación y así aprovechar la producción de burbujas en la separación del contaminante, por medio de flocs. Se conectó a una fuente de voltaje (de 50 a 60dc), con corriente directa (de 3a). La polaridad de las placas se ajustó al colocarlas en contacto con los cables positivo (+) o negativo (-), y quedó la placa de cobre con polaridad negativa.
1.2. CARACTERIZACIÓN
Con el fin de optimizar y evaluar el sistema, se visitaron las instalaciones de la empresa Compañía Eléctrica Ltda., en donde se recolectaron 10L de agua (figura 3), proveniente de la actividad denominada "Enjuague 2" (tabla 1), aguas dispuestas para ser descargadas en el alcantarillado; con esta muestra se realizaron los diferentes ensayos y caracterizaciones. Antes de iniciar la electrocoagulación, se encontró que el pH oscilaba entre 0-1 con papel indicador universal y 1.40 con el pHmetro Schott Duran calibrado en el rango de buffers 4.0 y 7.0; la conductividad era de 26.4mS/m, la Temperatura de 18.2°C y el voltaje inicial de 31.8vdc, este valor debido a la conversión de corriente alterna a directa sin regularlo.

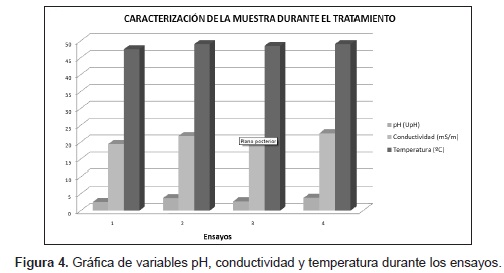
En el transcurso del tratamiento, se mantuvo constante el voltaje en 31.8vdc, pero la conductividad disminuyó hasta 19.4mS/m; el amperaje fue variable entre 0.27 y 2.40A, relacionado con la densidad de corriente y la distancia entre placas; la temperatura como era de esperar, cambió y aumentó hasta 48.5 °C en promedio, y fue más alta la temperatura cerca de los ánodos. Al final del proceso, el pH fue de 3-4 con papel indicador universal y 3.78 con pHmetro.
La figura 4 corresponde a los mejores valores de operación dados durante el tratamiento a un volumen determinado de aguas residuales de tipo galvánico:
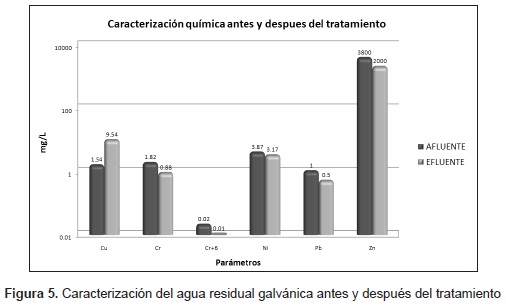
La caracterización de los diferentes parámetros químicos del sistema se realizó según los métodos de absorción atómica de llama (referencia SM 3111) y colorimétrico (referencia SM 3500). La figura 5, muestra los parámetros químicos determinados al afluente y efluente, así como sus correspondientes porcentajes de remoción.
2. ANÁLISIS DE RESULTADOS
Los contaminantes analizados durante el estudio son reconocidos principalmente por tener un impacto negativo sobre los cuerpos de agua, las aguas residuales terminan en muchas ocasiones, en el sistema de alcantarillado de la ciudad de Bogotá, sin mayor tratamiento sobre la recolección de metales presentes en las mismas. Según el equipo profesional de Propel Fundes Colombia [1], algunos de los principales compuestos disueltos que se deben controlar son: cromo hexavalente, estaño bivalente, iones de paladio, cobre, níquel, plata, sodio y potasio, y algunos compuestos orgánicos reductores como formaldehido y azúcares.
Una de las aplicaciones más conocidas y populares de la electrocoagulación, ha sido el tratamiento de aguas residuales de la industria de galvanoplastia y electroplateado metálico [14], [15] y [16], proceso que busca remover la carga de metales solubles en las descargas de una industria por demás contaminante [17]. En este caso, se obtuvo una remoción en Cr del 51.65%, en Cr+6 no hay un porcentaje definido y sin embargo, los valores arrojados en estos dos parámetros están por debajo de los estándares establecidos en materia de vertimientos (Res. No 1074 28 Oct. 1997 [18]), Ni del 18.09%, Pb del 50%, Zn del 47.37%, los cuales a pesar de la remoción producida, tienen valores superiores al estipulado en esta normativa. El Cu tuvo un aumento del 519.48%, lo cual se presentó porque al hacer ensayos de polaridad en la celda electrolítica, la placa de cobre invirtió su polaridad y por lo tanto la concentración de este metal aumentó en el agua residual; este resultado no invalida la prueba, pero implica tener en cuenta, un material diferente en próximos ensayos.
Según Holt et al [6], para este tipo de aguas, se puede tolerar un pH entre 5 - 6 y una conductividad de 1.500 μS/cm. Evidentemente, el vertimiento de agua residual de la empresa Compañía Eléctrica Ltda., usada en este estudio de electrocoagulación, no está dentro de las condiciones óptimas, ya que inicialmente presentó una conductividad de 26.4mS/m que bajó hasta 19.4mS/m y un pH de 3.78, como se mencionó anteriormente.
Haber producido una eficiencia de remoción en los porcentajes reportados, determinó que la disminución de su carga contaminante en las fuentes hídricas próximas, es posible, promoviendo erradicar o disminuir hasta el estándar establecido [18], según la técnica de electrocoagulación, pues se pudo determinar que es un método eficaz para remover la clase de contaminantes usados como parámetro de medición, y, como tecnología emergente, para el tratamiento de aguas residuales procedentes de la industria galvánica.
Este sistema tiene una gran desventaja con respecto de otros tratamientos convencionales de depuración de aguas residuales, ya que no tiene una alta optimización de la tecnología y los estudios son reducidos; además, no hay un diseño unificado y no hay validación de los métodos.
Debido a que las aguas tratadas por el método mostrado no tienen fines de uso biológico, no se hace necesario identificar en las mismas, los parámetros tales como COT o DQO. Pero se debe realizar un tratamiento adicional para eliminar contaminantes orgánicos y microbiológicos en caso de darle un uso diferente a los de los procesos galvánicos para estas aguas residuales recuperadas.
3. CONCLUSIONES
De las aguas estudiadas se removió Cr, Cr+6, Ni, Pb y Zn en un 51.65, 18.09, 50 y 47.37 %, respectivamente, lo cual deduce afinidad electrónica dentro del proceso.
Por medio de la caracterización química de los diferentes parámetros, se determinó que el mejoramiento al diseño del sistema de tratamiento para aguas residuales de origen galvánico, a pesar de no estar dentro de los valores óptimos según lo expresan Restrepo et al [7], en cuanto a las variables pH, conductividad y temperatura, promovió la remoción de diferentes especies químicas, no sólo cromo, lo cual evidencia la capacidad de la electrocoagulación como removedor de metales pesados en aguas hídricas.
La calidad y eficiencia del proceso, determinó que el sistema de tratamiento está en un lapso de obtener un efluente más apropiado para fines de reuso dentro de la misma empresa, debido a que los procesos de galvanizado requieren de grandes cantidades de agua en los pasos de lavado y enjuagado.
La literatura no revela algún avance sistemático en el diseño y operación de los reactores para la electrocoagulación, y no hay algún diseño predominante usado hasta el momento. Este estudio experimental creó un diseño que demostró su aplicabilidad en el tratamiento de aguas residuales.
Únicamente, los parámetros Cr y Cr+6 cumplen con la normativa para estándares ambientales en materia de vertimientos [18].
Teniendo en cuenta que el valor en el mercado de las placas empleadas para los ensayos, oscilan entre US. 2 - 4, para una muestra de 10L, se puede considerar que los costos de manufactura de las celdas electrolíticas son bajos, de acuerdo con los trabajos realizados en el prototipo UMNG, y proporcionan incentivos para realizar una investigación a mayor escala por el gremio de la industria galvánica y por la academia; además, es una técnica que proporciona ventajas respecto de las tecnologías tradicionales de tratamiento.
Es necesario continuar con los estudios propuestos en esta línea de investigación para consolidar procesos y variables, necesarios para optimizar la técnica de electrocoagulación como tratamiento de vertimientos líquidos, no sólo de la industria galvánica, sino de otras industrias que generen metales y otras sustancias disueltas para ser recuperadas o para liberar los cuerpos de agua, de estos contaminantes.
REFERENCIAS BIBLIOGRÁFICAS
[1] Equipo Profesional de Propel Fundes Colombia. (2001). Guía de Buenas Prácticas para el Sector Galvanotécnia. Bogotá, D.C. Ministerio del Medio Ambiente y Fundes Colombia.
[2] Compañía Eléctrica Ltda. (2010). Galvanización en caliente. Página consultada el 23 de marzo de 2010. En: http://www.companiaelectrica.com/paginas/galvanizado.1.html
[3] Mollah M., Schennach R., Parga J. y Cocke D. (2001) Electrocoagulation (EC) - Science and applications; En: Journal of hazardous materials, Vol.84 N°1, pp. 29-41.
[4] Galco S.A. (2010). Soluciones con ingeniería. Página consultada el 8 de abril de 2010. En: http://www.galcosa.com/lineas.html
[5] Rajeshwar K. y Ibáñez J., (1997). Environmental electrochemistry: Fundamentals and Applications in Pollution Abatement. San Diego, California: Academic Press Limited, 410p.
[6] Holt P., Barton G. y Mitchell C. (2005) The future for electrocoagulation as a localised water treatment technology; En: Chemosphere, Vol. 59 N°3, pp. 355-367.
[7] Restrepo A., Arango A. y Garcés L. (2006) La Electrocoagulación: retos y oportunidades en el tratamiento de aguas; En: Producción + limpia, Vol.1 N°2, pp.58-77.
[8] Stephenson R. y Tennant B. (2003) New electrocoagulation process treats emulsifed oily wastewater at Vancouver Shipyards; En: Environmental Science & Engineering Magazine. Disponible en: http://www.esemag.com/0103/electro.html
[9] Aristizábal A y Bermúdez M. (2007) Estudio de la factibilidad de un sistema de electrocoagulación para tratamiento de aguas procedentes de lavanderías industriales con fines de reuso; Medellín. Trabajo de Grado (Ingeniero Químico). Universidad Pontificia Bolivariana; Facultad de Ingeniería.
[10] Chen, G. (2004) Electrochemical technologies in wastewater treatment; En: Separation and Purifcation Technology, Vol.38 N°1, pp.11-41.
[11] Mercado, I., Adhoum, N. and Monser, L. (2004) Decolourization and removal of phenolic compounds from olive mill wastewater by electrocoagulation; En: Chemical Engineering and Processing, Vol.43 N°10, pp.1281-1287.
[12] Bayramoglu M., Mehmet K., Orhan T. y Mustafa S. (2004) Operating cost analysis of electrocoagulation of textile dye wastewater. En: Separation and Purifcation Technology, Vol.37 N°2, pp.117-125.
[13] Kumar P., Chaudhari S., Khilar K. y Mahajan S. (2004) Removal of arsenic from water by electrocoagulation; En: Chemosphere, Vol.55 N°9, pp.1245-1252.
[14] Holt P., Barton G. y Mitchell C. (1999) Electrocoagulation as a Wastewater Treatment; En: ANNUAL AUSTRALIAN ENVIRONMENTAL ENGINEERING RESEARCH. Proccedings The Third Annual Australian Environmental Engineering Research Event. Castlemaine, Victoria.
[15] Mercado I., Reyes D. y Morante G. (2006) La electroquímica en función de la ingeniería ambiental. Método de electrocoagulación aplicado a un flujo contínuo de residuos líquidos. En: Residuos. Año Vol.16 N°94, pp. 62-65.
[16] Chen L. y Sheng L. (2004) Treatment of chemical mechanical polishing wastewater by electrocoagulation: system performances and sludge settling characteristics. En: Chemosphere, Vol.54 N°3, pp. 235-242.
[17] Adhoum N. (2004) Treatment of electroplating wastewater containing Cu2+, Zn2+ and Cr(VI) by electrocoagulation. En: Journal of Hazardous Materials, Vol.112 N°3, pp.207-213.
[18] DEPARTAMENTO TÉCNICO ADMINISTRATIVO DEL MEDIO AMBIENTE, DAMA. (1997). Resolución N° 1074 28 de Octubre de 1997. Bogotá, D.C.
[19] Jiang J. (2002) Laboratory study of electro-coagulation-fotation for water treatment. En: Water Research, Vol.36 N°16, pp.4064-4078.